
If you do any type of TIG, then you’re no stranger to using tungsten electrodes. They’re the go-to electrodes for high-temperature/high-tensile strength welding where clean, corrosion-resistant joints are needed.
What typically goes under the radar with tungsten electrodes though, is that their joining characteristics can vary just as much as their diameters do. The chemicals and metal oxides that the base tungsten is sintered with, along with how they’re blended and mixed, make certain types of electrodes better suited for some jobs than others.
Professional welders such as specialty automotive and aerospace fabricators are keenly aware of how these different mixtures can affect weld strength across the full range of metals that they ordinarily work with. A lot of hobbyists and amateur TIG welders, however, aren’t always aware of just how much of an impact these differences can make. Let’s take a look at what those differences are, and how they can impact the finished product.
Choosing the Right Coloured Electrode for Your TIG Welder

If you’ve purchased your own TIG electrodes in the past and you weren’t working to a specific build standard, there’s an excellent chance that you’re accustomed to choosing blue-tipped lanthanated tungsten for steel as a matter of habit. And that’s fine, because blue-tipped tungsten electrodes not only qualify as the best all-round rods for both AC and DC welders, but they also contain the right amount of lanthanum oxide (LaO2) to be effective at joining the widest range of metals. But even with their seemingly optimal 2% lanthanum content, they’re far from being the only choice in tungsten rods.
The oxide content of tungsten electrodes can vary from 0.3% – 4%, and the types of oxides themselves can vary from rare earth metals to radionuclides. Fortunately, though, the colour-coded system that’s used to categorize electrodes is extremely effective at simplifying the pairing of electrode compositions with the base materials that need to be welded. Here’s where understanding the differences between the colour codes will give you all the clarity you need to decide which electrodes are best for any job.
Getting Familiar With the Electrode Colour Basics
From the type and percentage of the oxide an electrode contains, to the type of welding current that can be used with it, the colour-coded end of a tungsten electrode tells the complete story of what it’s made of and how it should be used. And while there’s a logical degree of overlap in a lot of electrode capabilities, you’ll quickly realize that opting to use a less-than-ideal electrode can have a dramatic effect on the final product.
There are more than 12 unique ISO-classes of tungsten electrodes, but aside from the blue-tipped 2% lanthanated, there are really only 5 other major types.
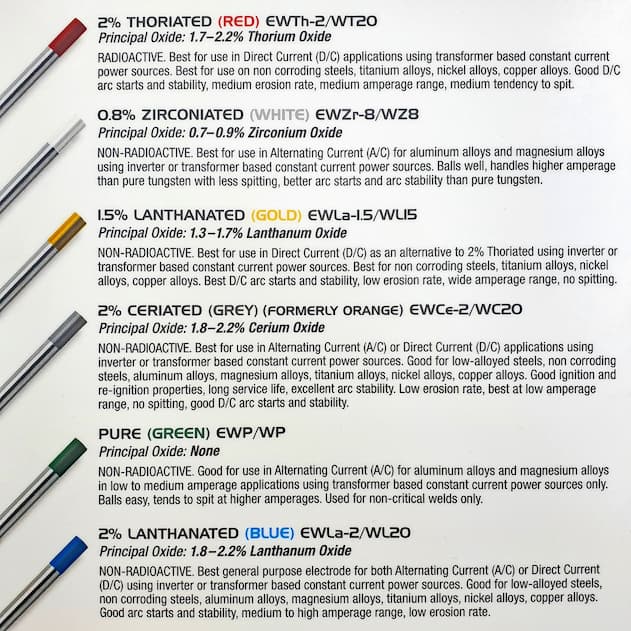
- Gold-tipped. With just 1.5% LaO2 content, gold-tipped electrodes have slightly less lanthanum oxide than blue-tipped electrodes. They’re slightly less amenable to AC welders, but can work with the same base alloys and non-corrosive steels as lanthanated electrodes, and cost 30% less.
- Red-tipped. DC welder-only, red-tipped electrodes consist of 2% thorium oxide (ThO2) content. Their high-temperature stability and low risk of weld contamination make them a close favourite to blue and gold-tipped electrodes for all kinds of alloys and non-corrosive steels, but their natural radioactivity demands caution, especially when grinding.
- White-tipped. With their 0.3% zirconium oxide (ZrO2) content, white-tipped electrodes are used strictly with AC current welders. These zirconated electrodes are good for aluminium and magnesium alloys, and are especially consistent at resisting weld pool contamination.
- Grey-tipped. Grey-tipped electrodes contain 2% oxide of the rare earth metal cerium (CeO2). Ceriated electrodes are the preference for joining aluminium, magnesium, and nickel alloys, and are ideal for use with low amperage AC or DC welders.
- Green-tipped. Pure, green-tipped electrodes contain 99.5% tungsten, and are used with AC welders only. Barring their somewhat lower resistance to contamination, they’re excellent conductors and among the best for use with aluminium and magnesium alloys.
Once you’ve assessed which composition of TIG tungstens are best suited to your welding equipment, base materials, and even your welding area, then it’s time to look at the quality of the actual electrodes. Under normal conditions, you might not want to work with red thoriated tungsten electrodes unless you’re in a properly ventilated area, but you also wouldn’t want to use any electrode that hasn’t been manufactured to the highest standards.
Make Sure Your Electrodes are Correct Before You Start to Weld
Regardless of the nature of the TIG welding you’re doing, you don’t have to look far to understand just how important it is to use the highest quality tungsten electrodes. Low-quality or contaminated base materials and dopants, inconsistent chemical processing, or poor production controls can lead to problems with your welding torch’s body, and its tungsten cup, or potentially compromise the integrity of your weld.
There’s no substitute for starting with properly controlled, annealed, and certified industrial-grade tungsten electrodes, and you always want to be sure that yours are:
- Manufactured only using trade-quality tungsten and other materials;
- Verifiably produced to ANSI / AWS A5.12, and ISO 6848 standards; and,
- Correctly sized for the welding equipment you’re using.
A thorough visual check for inconsistencies, surface flaws, or even flaking paint will also go a long way to ensuring that your electrodes are capable of allowing you to put down the best possible bead every time.
The Final Word

At the end of the day, there are a lot of top-notch, long-lasting options available when it comes to choosing the best tungsten electrodes for your metal works. And although a lot of welders have one particular type that they prefer to work with, the fact is, every job’s characteristics need to be assessed independently and the best electrode selected for both the job, and the base metals at hand.
No matter if your preference is blue-tipped lanthanated tungsten for steel, or some other type, you need to feel confident that the electrodes you’re using are the best. Take the time to determine if there’s a better electrode for your unique type of welding, and don’t hesitate to consider whether using a different electrode composition in the future could possibly improve the quality of your finished products.